

The telegram arrived on November 6, 1942, addressed to Colonel M. P. Jolley, the General Manager of Small Arms Limited. "I have just seen the figures of your production for the month of October," the Director-General, Ammunition and Gun Production, wrote. "This outstanding production is most appreciated by all of us here in Ottawa."
Jolley was probably not surprised: Small Arms Limited (SAL) consistently achieved or exceeded production goals for Lee Enfield rifles and Sten submachine guns needed to arm Canadian and Commonwealth soldiers. By the third quarter of 1942, the production of Lee Enfield rifles increased to 32,000 per month. And the total output by the end of 1942 had reached 206,389 Lee Enfield rifles and 17,718 Sten submachine guns.
The way he achieved this production was both ingenious and practical. A former engineer in the Royal Canadian Ordnance Corps, Colonel Jolley's experience included time spent at the Enfield plant in the UK in 1935, 1936, and 1938. He studied how the British manufactured small arms, including the Bren machine gun. He successfully brought this production model to Canada and added innovations that made Small Arms Limited a production juggernaut.

When he returned to Canada, DND assigned Jolley to work at the John Inglis plant and help set up Bren Gun manufacturing. After production started, he received a new job: General Manager of Small Arms Limited. The problems he faced were formidable. There was no building, manufacturing equipment, or personnel to build small arms. He started his new assignment at SAL on the third floor of a post office building in Downtown Toronto.
The British provided blueprints and Jolley hired a small staff to plan for the production of Lee Enfield rifles. These specialists designed production tooling and organized the workflow required to mass-produce service rifles. Their goal was to maximize efficiency.

To this end, Jolley applied the same attention to the construction of the Small Arms Limited factory. He coordinated with the architects to ensure work areas in the plant received maximum natural light. And significantly, the floor space design facilitated the production machinery to be laid out in neat rows. With plant construction underway, he turned his attention to securing the machines necessary to build rifles.
Jolley Buys Machine Tools
Wars are not only won by weapons: manufacturing tooling and machines make the parts needed to create small arms. A Lee Enfield rifle required 96 parts and over 1,200 machine operations. Small Arms Limited needed lathes, milling machines, precision grinders, and woodworking machines to carry out these operations. Since Canada couldn't manufacture the number of machines necessary, Jolley tuned to the British Purchasing Commission in New York.
The British established this purchasing mechanism to solve a problem. At the start of the Second World war, the United States could not sell armaments or war supplies to the UK or Commonwealth countries because of US neutrality laws. However, the British got around the law by purchasing armaments on a cash-and-carry basis: they paid for weapons and munitions using their gold reserves. The strategy worked: the considerable manufacturing strength of the United States could now aid the UK and Canada.
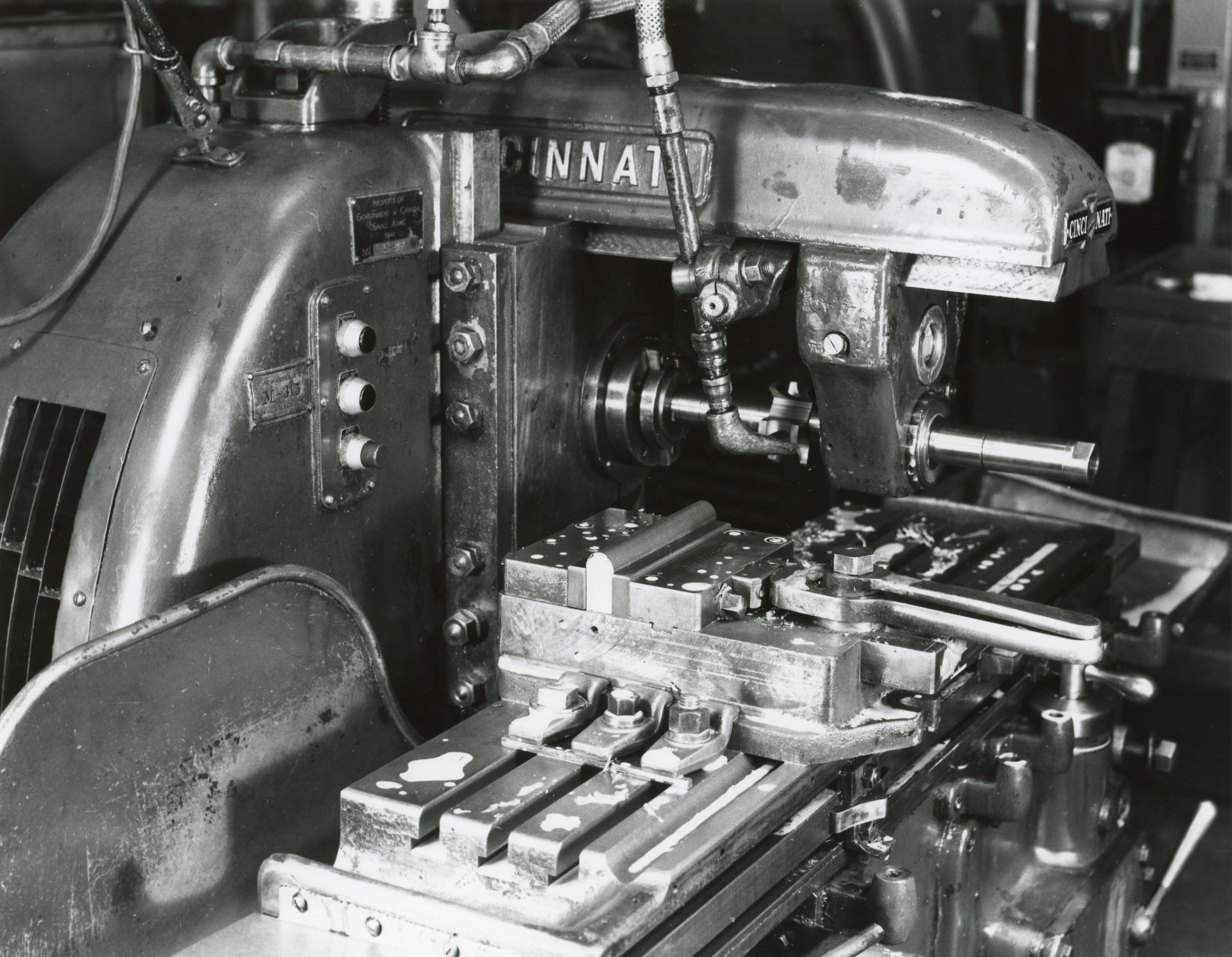
For example, the Cincinnati Milling Machine Co. saw sales increase from 13.7 to 31.5 million dollars in 1941. The primary customer that drove this expansion was Britain: the Cincinnati production plant expanded to 1.4 million square feet, doubling production capacity in 1940 to meet the needs of the war effort.
Jolley visited New York on June 21, 1940, and later, July 8. Based on Jolley's recommendations, the Department of Munitions issued 32 purchase orders for the needed manufacturing equipment.
By February 1941, machine tools began to arrive at SAL. The next step was to test the machines using the international Slazenger machine tool testing standard to ensure the equipment could achieve manufacturing tolerances of ½ thousand of an inch. Once they were approved, the equipment was paid for and installed in the SAL plant.
An electric motor powered each piece of production equipment. As a result, engineers could lay out the production line into a series of steps: an employee carried out an operation on a component and then passed it to another employee who carried out the subsequent manufacturing operation. Employees with basic mechanical training could produce a finished rifle to high standards. In an August 14, 1941 interview in the Toronto Star, Jolley explained how this worked.
"What makes production without skilled labour possible," he said, " is the tooling of the machines which have fixtures so designed that the part is placed in it, a button is pressed or a lever pulled, and the machines, practically foolproof, do the rest." However, even the most straightforward mechanical task requires some machine operation knowledge.
A unique Canadian government solution – the War Emergency Training Program – filled this need. The primary beneficiaries of this training were women. And for Small Arms Limited, this training provided the skills needed to build rifles.
Initial Training For Employment
Under this program, trade training at high schools became a critical part of the war effort. Trade training included welding, woodworking, bench fitting, inspection, power machine operation, and machine shop practice. By 1941, over 3,341 women had received training at 101 high schools across Canada. This training consisted of only a few days or a few weeks, depending on the job requirement.

Katherine Rylko from Saskatoon was a recipient of this training. In a 2009 interview, she explained how she received her training in Saskatoon before starting at SAL in 1941. "We first had to take an IQ examination and a little course to make sure we could run a lathe. We took the course, which was six weeks,"' she said. Thirty women took the same class in Saskatoon, and all passed. The day after they arrived in Toronto, the women started working a regular shift at Small Arms Limited.
Linda Wigley, from the Toronto area, had a similar experience. "We went two weeks to Central Tech in 1941," she told an interviewer. Linda trained on several machines and made a steel hammer as an exercise. "That was training on all the machines," she said. Linda practiced her new skills on drills, lathes, milling machines, and precision grinders. Like the other women, she started working on the line immediately after training.
However, some training at Central Technical School in Toronto was more extensive. When Paul Scott went to the SAL plant to apply for a job, he learned a training class was about to start at Central Tech. He managed to talk his way onto the course and took a three-month refresher course on machining and blueprint reading. Paul knew if he passed the course, it would lead to employment at Small Arms Limited.
By February 1941, he was the top student in his class. Because production Machinery had started to arrive at Small Arms Limited, he received word to report for work at the plant. Paul was assigned to work in the Machine Tool Inspection Department as an Inspector. He spent the rest of the war years working at the plant in various positions, leading to key management roles.
With the critical equipment, personnel, and plant construction issues solved, Jolley and his staff turned their attention to production. On June 21, 1941, the freshly built and equipped factory turned out five Lee Enfield Number 4 Mark 1* rifles for inspection. The rifles passed all trials. With the inspection process completed, production started. By September 1941, 200 rifles were manufactured and shipped to soldiers in Europe. By the end of the year, production had increased to 7,589 rifles. So how did the plant achieve this success?
Plant Organization
Jolley and his staff organized the plant into departments. The departments included:
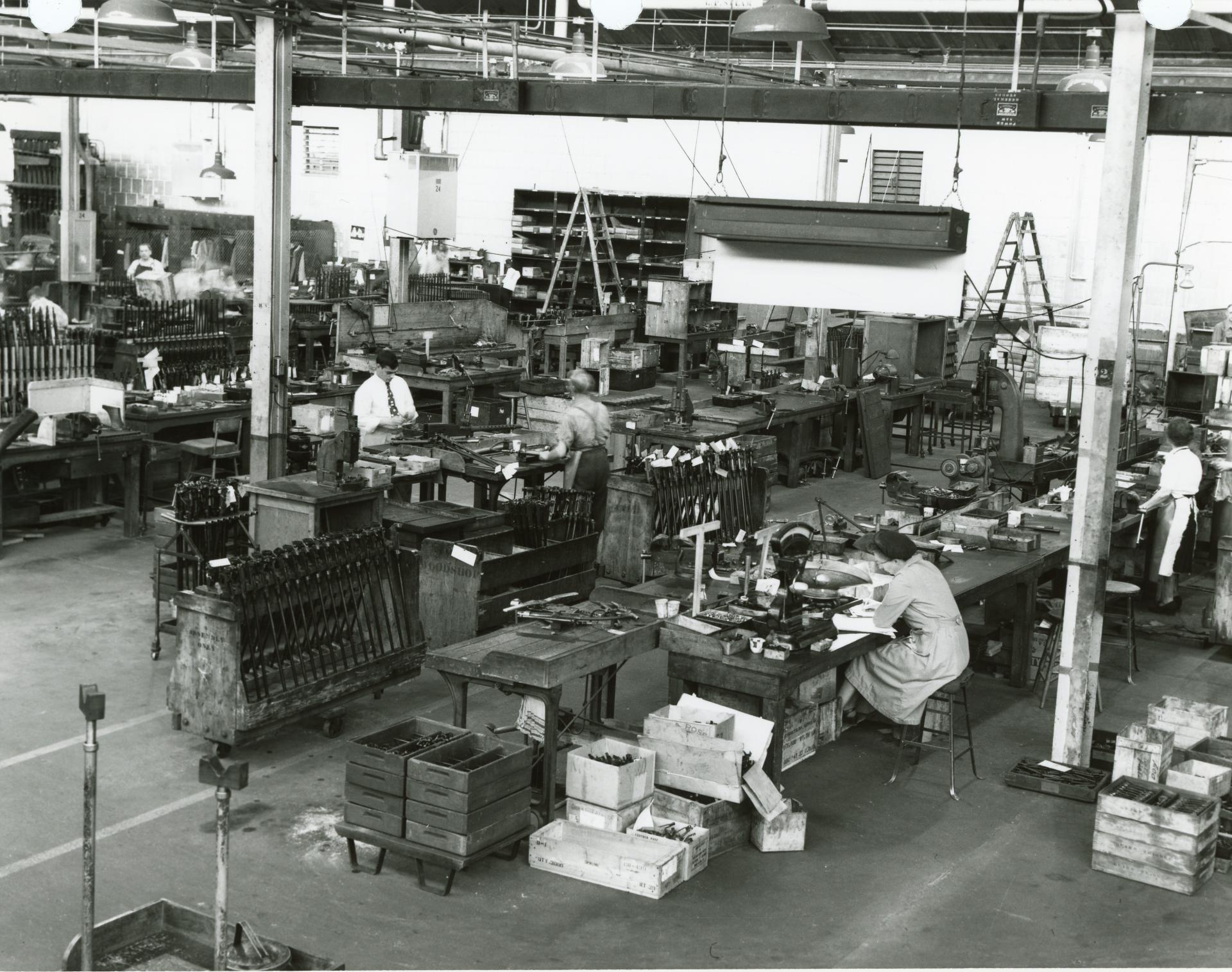
This organization provided an efficient material flow and less manufacturing waste. But there were other advantages as well. Communication and quality control improved because the departments were autonomous units.
An employee inspector on each line, equipped with gauges or measuring tools, examined every component or assembly. When a part failed this quality control check, production stopped. A supervisor responded to determine the cause of the problem before production resumed. This system maximized output while reducing waste.
In addition, "spot inspectors" carried out random quality control inspections throughout the factory. This double quality control strategy minimized production mistakes, increased efficiency, and improved the plant's workflow. A skilled mechanic, or "set-up man," was responsible for overseeing each production line within the department. Their job involved replacing worn tools, making adjustments to the machines, or helping the operators to meet their production quotas.
Some employees were assigned the same job on the line throughout their employment at the factory. Other employees rotated between positions in their departments. Each worker mastered the job they were assigned to carry out. As a result, there was an orderly flow of parts or components from each production department. This emphasis on employee performance resulted in SAL achieving a world-class manufacturing capability.
Internal Training at SAL
However, as production increased, the demand for precision inspection gauges surged. Nearly 7,000 gauges were used every day at the plant: eighty percent of the manufacturing and all inspections required precision gauges. Meeting this need required highly trained toolmakers, who were in short supply. SAL solved this problem by creating a unique training program –a factory-run apprenticeship program – in November 1943.
But apprentices were not the only solution for ensuring gauges were available on the production lines. Seven women SAL employees were trained to grind gauges. Extreme precision was required. The women had to learn new skills: how to read micrometres and operate three types of grinding machines. Some of the gauges at SAL cost $1,500 and required weeks to make. The women also repaired gauges, returning defective or broken items back into service.

The training was a success. Production lines had the gauges necessary to meet production quotas. But, internal training wasn't limited to specialized skills.
Col. Jolley started a management training program for the set-up men or assistant foremen who wanted to advance to foreman. No promotions would take place without completing this course. The training of supervisors ensured a unified management system throughout the plant.
And by August 17, 1943, new employee orientation evolved into a formalized training program. New employees reported to a classroom on the first day of work, where the instructor began by demonstrating – using cutaways – how the parts of a Lee Enfield and Sten worked together. These training aids showed the employees why precise manufacturing was critical. As a result, employees learned why even the most minor manufacturing job affected the firearm's reliability.
The classroom included a working turret lathe, surface grinder, inspection workbench, gauges, and hand filing station. The new hires also operated the machines under the supervision of an instructor. Finally, an Instructor demonstrated how to work on the machines to reduce fatigue and demonstrated safe work practices. This emphasis on safety helped solve a problem at SAL.
Welcome to the Butcher Shop
In 1943, Col. Jolley received a telegram from C. D. Howe, head of the Department of Munitions and Supply. The telegram was not congratulatory – it was a criticism and a demand for action. "Accidents," it stated, "Must be kept down at Small Arms.". Serious Injuries at SAL had increased to an alarming level. SAL had become known as the Butcher Shop.
In one incident, Len McNeice, an employee in the Wood Shop department between 1942 and 1943, witnessed an accident in the woodshop. "I was there when one guy was putting a piece of wood through a machine," he said in a taped interview." Somebody distracted him, and he forgot to let go, and he lost five fingers." The woodshop had the highest number of severe or disfiguring accidents.
But, accidents occurred in other departments as well. In an interview, former SAL employee John Kelly related how he was working beside a woman in the Body Department. "She was going along with her work, and I looked down, and there was a finger in the coolant. It had been cut off, and she doesn't realize it. She looked down and screamed," he recalled.
Small Arms Limited had a well-equipped infirmary located in the office area of the plant. The infirmary, open 24 hours a day, had ten beds staffed by ten nurses, a head nurse, and a doctor who was on call. There was also a first aid capability in the plant. Unfortunately, employees used these services too frequently,
An Employee Mutual Benefit Society dealt with accidents not covered by Workmen's Compensation. The cost to join was a contribution of ten cents a week. According to records from this period, $11,000 was paid to employees for sickness or disability. The telegram from C.D. Howe made it clear: compensatable accidents had to be reduced.
Jolley called Paul Scott, one of the first employees at SAL, into his office and read him the telegram. By now, Scott's title was Machine Controller: in this capacity, he was responsible for all the machinery in the plant. Jolley instructed Scott to form a Safety Department. His new position was Machine Controller and Safety Engineer – an executive position.
Scott began his new job by studying how the employees used each piece of equipment. He experimented with new ways to operate the machinery. Guards and protective barriers were installed to minimize the possibility of accidents. However, the primary safety mechanism was employee training.
Under Scott's guidance, the new safety committee organized regular employee training sessions. The strategy worked. The combination of improved protective guards plus enhanced safety training reduced compensatable accidents by 76%.
The Science of Rifle Production
To achieve production quotas, SAL utilized state-of-the-art technology. The factory was the first to use automated production machines. This allowed one employee to operate four machines simultaneously. But innovation at the plant also involved technologically advanced processes.
The metallurgical department utilized the most modern equipment available. One of the disadvantages of traditional heat treatment methods was component overheating, which rendered the part unusable. SAL developed a process using high-frequency induction. This process permitted technicians to harden parts or components accurately: areas that required more hardening or less hardening could be specifically treated. Production increased 100% using this method, with no parts scrapped from overheating.

The Inspection Department had a temperature-controlled room for evaluating the accuracy of gauges. Here, gauges used in the plant were tested to ensure they met the highest standards of accuracy. A technician inscribed the test results and date on the gauge. This attention to detail reduced manufacturing errors and ensured that every small arm manufactured at SAL met the highest standards.
By 1944, a new quality control system became the standard at SAL: Statistical Quality Control Methods. The goal was to reduce costs while improving quality. To this end, technicians analyzed inspection reports and produced a chart for each job. Statistical analysis of the information identified trends, so technicians could determine, in advance, when tooling needed to be changed. In addition, set-up men could identify when set-ups required changing before quality degraded beyond permissible limits.

Also, by reviewing the charts, the employees could determine when the quality of their work failed to achieve acceptable performance levels. Each employee now had an objective way to measure work accuracy. But there was another significant advantage.
It was no longer necessary to require quality checks for each part or component. Spot inspections provided the needed quality control monitoring using the statistical sampling method. The result was a 60% reduction in inspection labour, improved quality, and reduced scraped parts.
Finally, a Time and Motion Study Engineer evaluated every job in the factory. The goal was to maximize employee productivity. Specialists examined each job to determine the time an average worker – working at normal speed – needed to complete a task. This calculation established the standard time for the job. Then, 80% of this standard time became the normal time for a worker to complete the work task. Workers who exceeded this normal production standard during their shifts received a financial bonus.
Because of these time-management studies, the cost of production decreased, and worker productivity increased by nearly 50 %. The program was a win for both the company and its workers. SAL discovered an additional advantage: the number of workers required to meet production targets decreased.
These scientific innovations provided SAL with a new standard for small arms production.
Experimental Small Arms
But not all the engineering at SAL was directed toward production. SAL engineers designed several innovative small arms, including:
The self-loading rifle project started in 1944 when the British expressed interest in a semi-auto rifle chambered for the 8mm Mauser cartridge. Remarkably, SAL created a working prototype in three months. The design did not successfully pass trials because it was too heavy. In addition, there were reliability issues.

As a result, in 1945, a redesigned version of the rifle – the EX -1 -emerged. After several modifications, it successfully fired 800 rounds in December 1945.
When the Director of the Artillery provided additional funding, the development of this second prototype continued. A lightened version was in development, but by 1946, interest in the rifle was less as the focus shifted to other rifles. And when SAL closed at the war's end, the self-loading rifle transitioned to Canadian Arsenals Limited, the new Crown Corporation that evolved from Small Arms Limited.
In war, terrain influences tactics. But, this is also true of firearms: the theatre of the war also determines the weapons required by combat soldiers. When the war moved into South East Asia, a need for a lighter, shorter rifle emerged. SAL developed an innovative lightweight .303 Lee Enfield in 1943 to meet this need.
The rifle had a one-piece stock. The designers milled material from the receiver, reduced bolt wight, used an alloy trigger guard, and removed wood from the stock. The new rifle was twenty-two inches long, weighing six and three-quarter pounds. However, reducing the weight increased recoil. A rubber butt plate helped control felt recoil. In 1944, the rifle entered trials in the UK.
Test firing during the trials uncovered some faults. The British determined there was excessive muzzle flash and recoil. In addition, it was less accurate than the other rifle in the competition. As a result, the Lee Enfield No. 5 Jungle Carbine became the issued weapon for soldiers in a jungle environment.
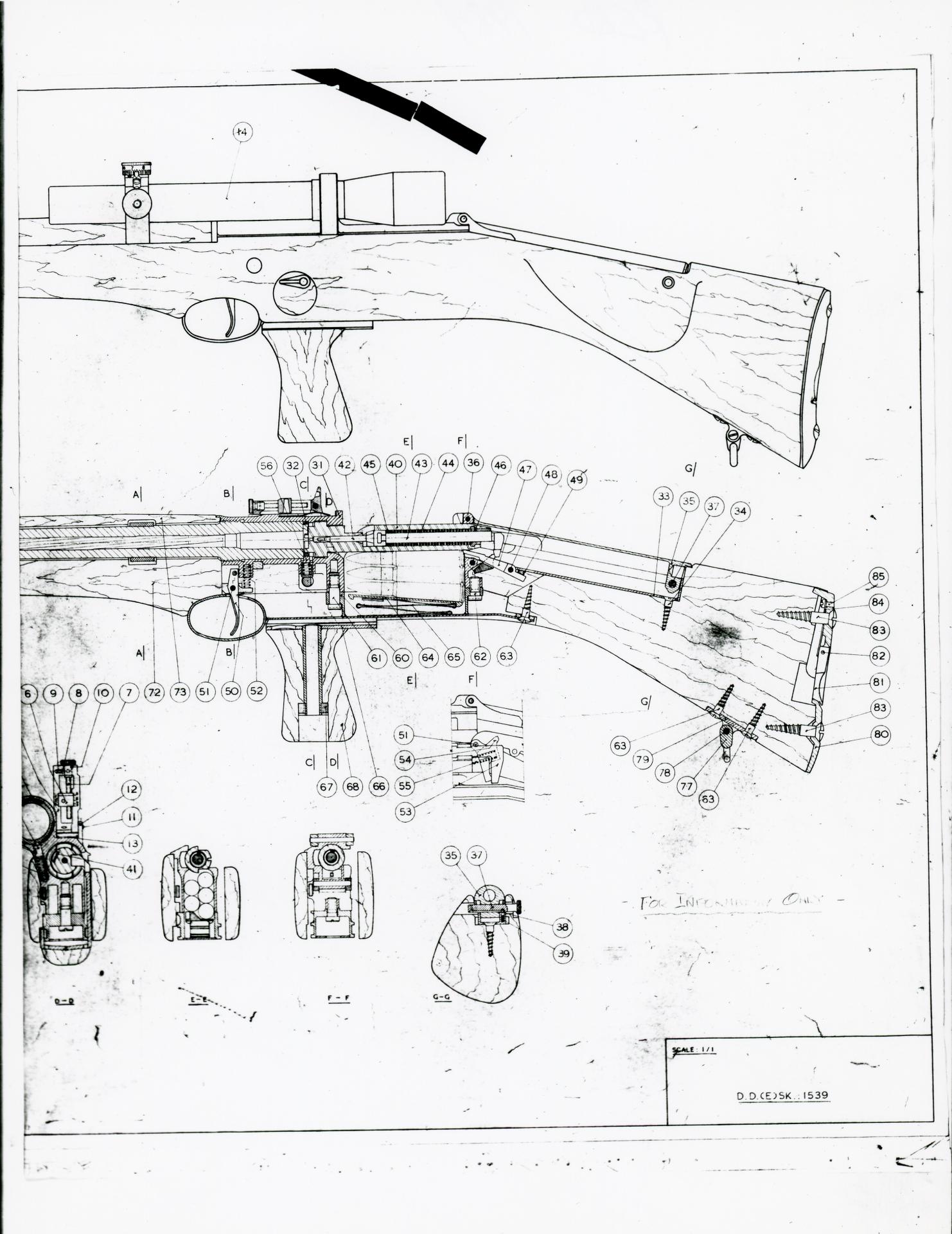
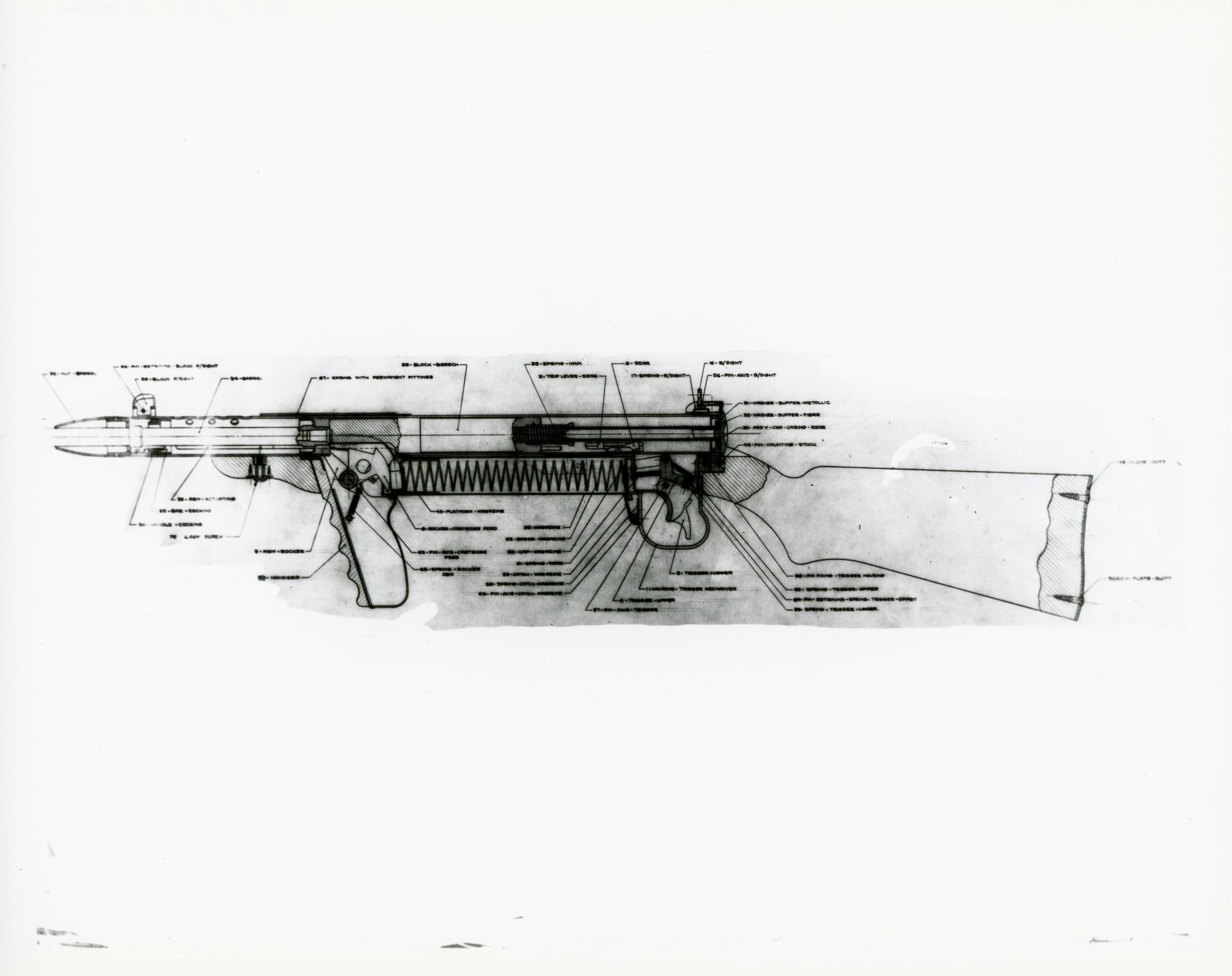
Another innovative design from SAL was a 9mm submachine gun. Designed by Anton Rosciszewski in 1944-1945, the XP 54 Machine Carbine had several interesting design features. The trigger had two finger positions: the top portion provided full-auto fire when pressed, while the bottom permitted semi-auto fire. The magazine folded up under the stock. The cocking handle was positioned on the right side of the barrel jacket.
The cyclic rate was 492 RPM from a 30-round magazine. The XP-54 weighed seven pounds and ten ounces. Tests conducted in England in 1948 indicated that the design was sound and was easy to control in both full and semi-auto fire. One concern was the heavier weight. Other submachine gun models became the preferred choice of the UK and Canada, and the XP-54 faded into history.
Nonetheless, Rosciszewski's XP-54 was an innovative submachine gun that demonstrated Canada could develop new designs. And significantly, Canada went from not having a small arms capability to a working arsenal with the ability to create unique small arms in just a few years.
The End of Small Arms Limited
As World War Two wound down, the writing was on the wall for Small Arms Limited. By the third quarter of 1944, SAL started to receive rifle order cancellations. Gradually employees were laid off, and only one shift was working at the plant.
By the fourth quarter of 1945, the production of Lee Enfield rifles and Sten guns ended. Only 200 employees remained at the plant, finishing the last few contracts for .22 rifles and 58 sniper rifles. Employees started to organize manufacturing equipment for storage or disposal.
Col. Jolley created a plan for converting the Small Arms Limited factory for peacetime use. The Canadian Government accepted this plan. Small Arms Limited transitioned from a private company to a Crown Corporation –Canadian Arsenals Limited (CAL).
The plan called for the conversion of nearly 170,000 square feet of factory space for private enterprises. CAL moved into the remaining 20% of the factory. Only essential manufacturing equipment was reserved for CAL. The majority of the production equipment was sold or shipped to warehouses for storage.
On December 31, 1945, Canadian Arsenals Limited suspended operations. Only accounting work remained. With this final work completed, the last meeting of the Board of Directors took place on April 11, 1946. The Board voted to approve the balance sheet, and with this final act, Small Arms Limited became history.
Col. M. P. Jolley attended the meeting. In a fitting tribute to his accomplishments, he presided over the end— as he had the beginning — of a significant part of Canadian small arms history.
The Success of Small Arms Limited
The success of SAL was the result of three key factors:
But of all the factors that contributed to this success, one stands out—the employees who spent hours carrying out the same manufacturing operations, day after day. In an interview, one of the women employees, Dorthy Brown, explained what motivated them to make high-quality small arms. "We knew there was a life in our hands," she said. "It was up to us to save that life. It was a job we were proud of."
The next article in this series traces the history of Canadian Arsenals Limited, the FN rifle, and the C1 submachine gun.
Special thanks to Chief Warrant Officer (retired) Gary Crocker for photographs and research documentation. And thanks to Matthew Wilkinson, Historian, Heritage Mississauga, for archival material.

 SUBSCRIBE TO CALIBRE MAGAZINE
$30.00 / year
SUBSCRIBE TO CALIBRE MAGAZINE
$30.00 / year
 UNAPOLOGETICALLY CANADIAN MEN'S T-SHIRT
$29.00
UNAPOLOGETICALLY CANADIAN MEN'S T-SHIRT
$29.00
 UNAPOLOGETICALLY CANADIAN WOMEN'S T-SHIRT
$29.00
UNAPOLOGETICALLY CANADIAN WOMEN'S T-SHIRT
$29.00

